1. Project Background
Customer Requirements: A large chemical company needs to build a smart Automated Storage and Retrieval System to meet the following requirements:
Storage Requirements: Over 2,000 SKUs (including flammable liquids, corrosive solids, oxidizers, etc.), supporting mixed storage of drum-packed, bottle-packed, and bulk goods;
Safety Requirements: Explosion-proof and fire-resistant (compliant with OSHA 1910.106 standards), leak-proof (negative pressure sealed design), independent temperature and humidity control (temperature ≤30°C, humidity ≤60%);
Efficiency targets: Average daily order processing of 8,000 orders, peak throughput of 20,000 tons per day;
Compliance requirements: Full traceability (batch error ≤0.01%), compliant with GHS (Globally Harmonized System of Classification and Labelling of Chemicals).
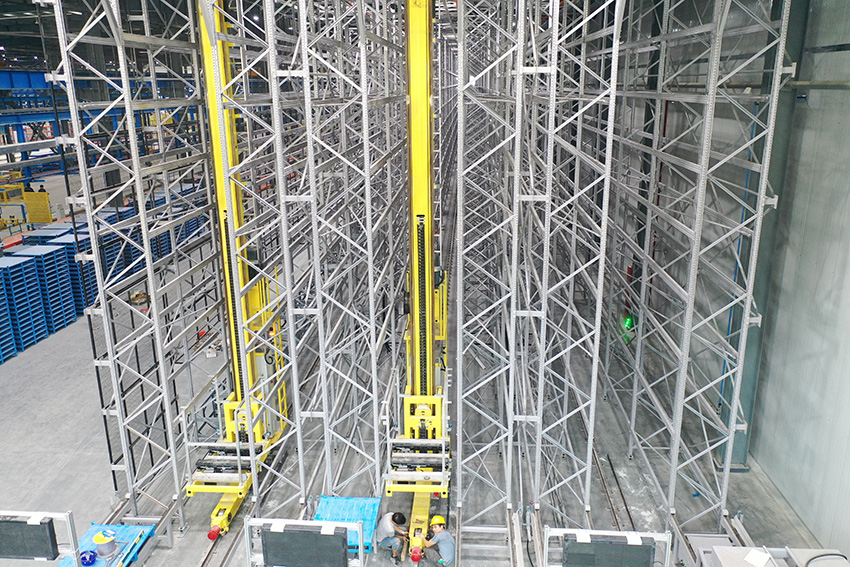
2. Technical Highlights
Hazardous Chemical Safety Control:
The explosion-proof stacker crane uses flame-retardant cables + explosion-proof motors (compliant with ATEX/IECEx standards), with a chassis grounding resistance ≤4Ω;
Leak-proof trays with built-in drainage channels and absorbent cotton automatically collect leaked liquids into emergency storage tanks.
Precise Environmental Control:
The temperature-controlled zone is equipped with an inert gas fire suppression system (heptane), with a response time ≤30 seconds;
Shelf panels are coated with corrosion-resistant materials (e.g., polytetrafluoroethylene), with acid and alkali corrosion resistance rated at ≥Class F.
Efficient Sorting Strategy:
The WMS consolidates batches based on chemical hazard levels (e.g., separating flammable materials from oxidizers during sorting) to reduce AGV path conflicts;
AGVs operate in a multi-machine collaboration mode, improving cross-zone transportation efficiency by 50%.