1. Project Background
Customer Requirements: A well-known telecommunications equipment manufacturer needed to build a smart high-density warehouse to meet the following requirements:
Storage Requirements: Over 5,000 SKUs (including mobile phones, base station equipment, optical modules, antennas, etc.), supporting mixed storage of complete devices (dimensions ranging from 100×200×300 mm to 500×300×1,000 mm) and precision components (such as chips and PCB boards);
Efficiency Goals: Average daily order processing of 20,000 orders, with a peak throughput of 50,000 items per day;
Compliance Requirements: Anti-static (surface resistance ≤ 1×10⁶Ω), dust-proof (ISO Class 8 cleanliness), temperature and humidity control (temperature 15-25°C, humidity ≤ 40%), compliant with ISO 9001 and IPC standards;
Cost Optimization: Reduce reliance on manual labor and lower the goods damage rate to below 0.1%.
2. Technical Highlights
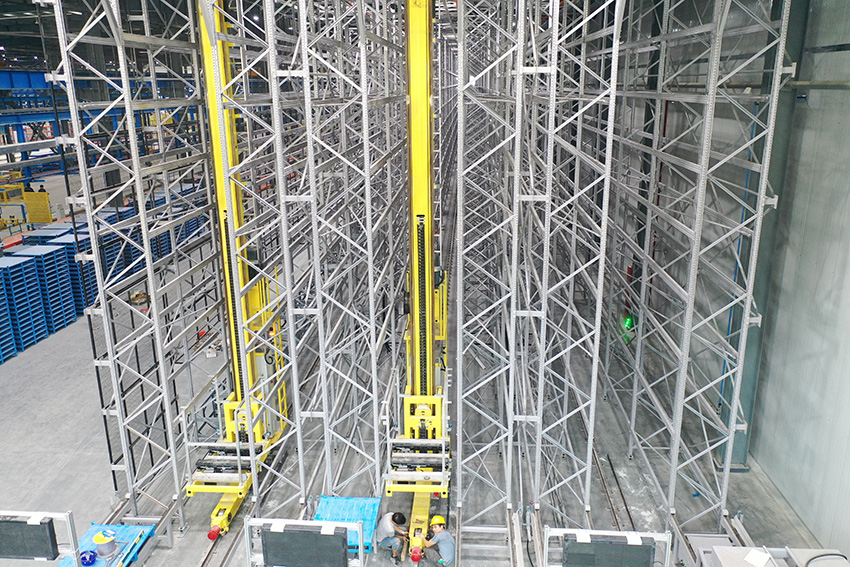
High-density storage design:
The parent-child shuttle car adopts a double-layer structure (the parent car carries the child car), increasing storage density by 2 times;
Shelf panels use honeycomb aluminum plates (0.5mm thick), reducing weight by 30% while maintaining a compressive strength of ≥1.5 tons.
Precision Environmental Control:
The temperature-controlled zone is equipped with an inert gas fire suppression system (heptane), with a response time of ≤30 seconds;
Anti-static shelves (surface resistance ≤ 1×10⁶Ω) prevent static discharge damage to chips.
Efficient Sorting Strategy:
WMS consolidates batches by equipment type (e.g., base station equipment + antenna combination orders) to reduce shuttle car idle rates;
Optimized AGV path planning algorithms improve multi-vehicle collaboration efficiency by 50%.