1. Project Background
Customer Requirements: A high-speed rail track equipment manufacturer needs to build a smart立体仓库 to meet the following requirements:
Storage Requirements: Over 800 SKUs (including rails, fasteners, switches, bolts, etc.), supporting mixed storage of rails (length 12.5m-50m, single weight 500kg-2 tons), fasteners (small parts), and switches (large components);
Efficiency Goals: Average daily order processing of 5,000 orders, with a peak throughput of 15,000 tons per day;
Compliance Requirements: Rust and corrosion prevention (humidity ≤40%, surface coating protection), vibration resistance (vibration ≤0.1g), compliant with ISO 9001 and railway industry standards;
Cost Optimization: Reduce reliance on manual labor and lower cargo damage rate to below 0.1%.
2. Technical Highlights
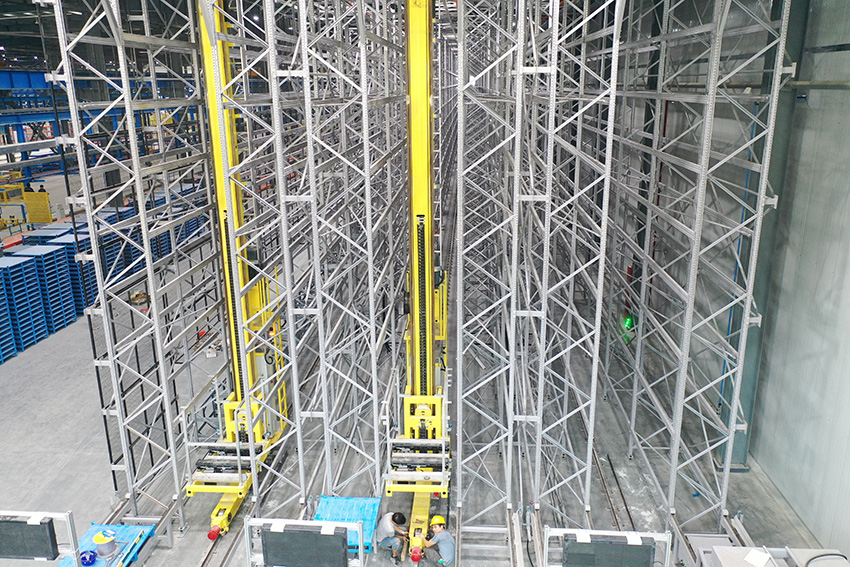
Heavy-duty component adaptation design:
The stacker forks use a box-type steel structure (thickness ≥ 15 mm) with a load capacity of up to 5 tons, and anti-vibration sensors monitor the handling process in real time.
Steel rail shelves are fitted with anti-slip rubber pads and elastic limiters to prevent rail slippage.
Corrosion Prevention and Control:
The temperature-controlled zone is equipped with an inert gas fire suppression system (heptane), with a response time of ≤30 seconds;
Humidity sensors are embedded within the racks, automatically activating the dehumidification system when humidity exceeds specified limits.
Efficient Sorting Strategy:
The WMS merges batches based on line maintenance requirements (e.g., orders combining rails and fasteners for a specific line), reducing the number of stacker crane movements;
AGVs operate in relay mode, improving cross-zone transportation efficiency by 40%.